成都工具所內排屑深孔鉆在注塑機行業的實際應用
來源:
發布時間:2025-09-28
孔加工是機械加工領域中應用極廣、加工量極大的基礎工序之一,主要用于在實體工件上加工新孔或擴大已有孔徑,其加工總量約占機械加工總量的1/3。而在各類孔加工技術中,深孔加工因難度大、技術含量高、專業性強、加工成本高,成為行業重點攻克的方向,其加工占比約達孔加工總量的40%左右。深孔加工的難點在于工件長徑比大(可達300),導致鉆桿剛性不足易產生顫振;同時,加工區域深處的冷卻潤滑困難,切屑排出不暢,極易引發堵屑、刀具磨損加劇等問題,嚴重影響加工精度與效率。

針對這些行業痛點,成都工具研究所憑借多年技術積累與創新,研發的內排屑深孔鉆系列給出了完美解決方案。該系列刀具涵蓋B型單管系統與P型雙管系統,可根據不同加工場景靈活適配;采用固定式刀片座設計,無需預置且備件數量少,能大幅降低企業庫存成本。此外,針對特殊加工需求,還研發有機夾角度深孔鉆、球形深孔鉆等非標異性刀具,以及可減少材料浪費的套料鉆,為復雜工件加工提供定制化選擇,滿足多樣化加工需求。
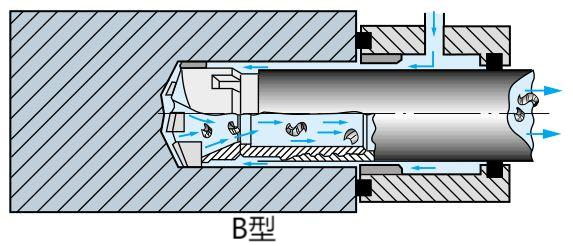
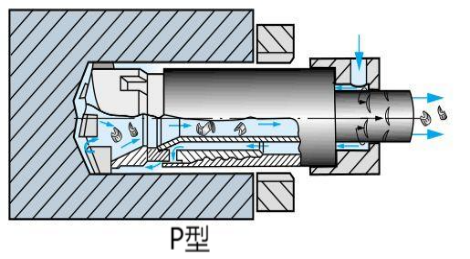
成都工具所的機夾式內排屑深孔鉆主要包括兩大系統:B型深孔鉆鉆削系統(單管內排屑型)與P型深孔鉆鉆削系統(雙管內排屑型),兩者在不同工況下均表現出優異性能。在注塑機行業的實際應用案例中,該系列刀具的表現尤為突出。某企業加工38CrMoAl材質的塑機螺桿時,選用SJφ142ST鉆頭搭配KMK材質刀片(刀片型號為P13T308-G 1片、TPMT16T312-G 5片),加工過程中切屑呈顆粒狀,排出流暢,刀片狀態始終正常,未出現打刀、崩刃等不良現象,單刃加工壽命達到13.9m,展現出優越的耐磨性能與加工穩定性,為注塑機行業的深孔加工提供了高效可靠的技術支撐。


