成都鈦板貨源源頭廠家
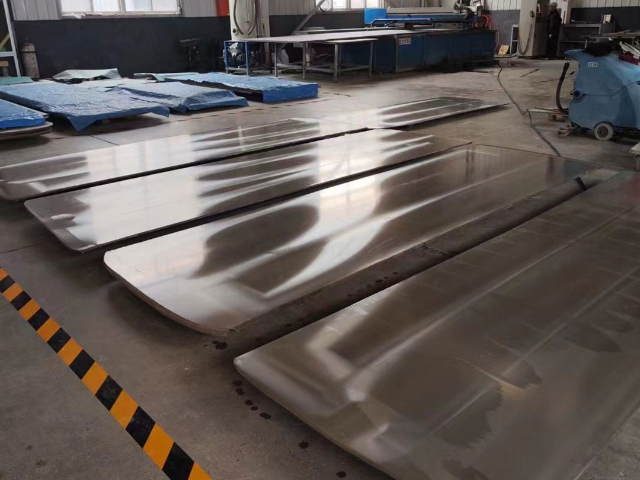
2010年后,全球航空航天產(chǎn)業(yè)向大型化、輕量化方向發(fā)展,對(duì)鈦板的尺寸與性能提出更高要求,推動(dòng)鈦板向“化”升級(jí)。在尺寸方面,大型鈦錠與寬幅鈦板制備技術(shù)突破,通過(guò)30噸級(jí)真空自耗電弧爐可生產(chǎn)直徑2.5米、重量50噸的大型鈦錠,再經(jīng)寬厚板軋機(jī)軋制出寬度3米、長(zhǎng)度10米的寬幅鈦板,用于制造大型客機(jī)的機(jī)身蒙皮、機(jī)翼主梁,波音787客機(jī)鈦板用量占機(jī)身重量的15%,較傳統(tǒng)機(jī)型減重20%。在性能方面,高溫鈦合金板研發(fā)成功,如Ti-1100合金板(含鋁、錫、鋯、鉬等元素),可在600℃環(huán)境下長(zhǎng)期工作,抗拉強(qiáng)度保持600MPa以上,用于航空發(fā)動(dòng)機(jī)的高壓渦輪葉片;耐疲勞鈦合金板通過(guò)微觀結(jié)構(gòu)調(diào)控(細(xì)化晶粒至5μm以下),疲勞壽命提升3倍,用于航天器的承力結(jié)構(gòu)件。2015年,全球航空航天用鈦板需求量突破2000噸,占比達(dá)40%,成為鈦板的需求領(lǐng)域,推動(dòng)鈦板產(chǎn)業(yè)向大尺寸、高性能、高可靠性方向發(fā)展。珠寶飾品加工時(shí),通過(guò)鈦板鍍膜,可打造出獨(dú)特色澤與質(zhì)感,增添產(chǎn)品魅力。成都鈦板貨源源頭廠家
根據(jù)不同的應(yīng)用領(lǐng)域和性能要求,鈦板分為純鈦板和鈦合金板,它們?cè)谏a(chǎn)過(guò)程中存在一定差異。純鈦板生產(chǎn)時(shí),對(duì)原材料海綿鈦的純度要求較高,一般采用純度在 99.5% 以上的海綿鈦。在熔煉過(guò)程中,主要目的是進(jìn)一步提純和鑄錠,較少添加合金元素。在軋制和熱處理工藝上,純鈦板相對(duì)簡(jiǎn)單,通常通過(guò)適當(dāng)?shù)臒彳埡屠滠埞に嚰纯色@得所需的性能和尺寸規(guī)格。鈦合金板生產(chǎn)則更為復(fù)雜,需要根據(jù)合金成分精確控制熔煉過(guò)程中合金元素的添加量,以確保合金成分符合要求。由于不同合金元素對(duì)鈦合金性能的影響不同,在鍛造、軋制和熱處理過(guò)程中,工藝參數(shù)的選擇和控制更加嚴(yán)格。例如,對(duì)于高溫鈦合金,需要在較高溫度下進(jìn)行鍛造和軋制,以保證合金的高溫性能;在熱處理時(shí),需根據(jù)合金類(lèi)型和性能要求,精確控制加熱溫度、保溫時(shí)間和冷卻速度,以獲得理想的組織結(jié)構(gòu)和性能,滿(mǎn)足航空航天、化工等領(lǐng)域?qū)︹伜辖鸢宓奶厥庑枨蟆3啥尖伆遑浽丛搭^廠家常用于半導(dǎo)體芯片制造,作為銅互連的阻擋層,防止銅原子侵蝕硅芯片,保障芯片性能。
表面處理能夠提升鈦板的耐腐蝕性、耐磨性、裝飾性等性能,拓展其應(yīng)用范圍。常見(jiàn)的表面處理方法有酸洗、堿洗、鈍化、陽(yáng)極氧化、涂層等。酸洗是用含有氫氟酸和硝酸的混合酸溶液去除鈦板表面的氧化皮和雜質(zhì),使表面光潔。堿洗則是在氫氧化鈉等堿性溶液中進(jìn)行處理,進(jìn)一步表面油污和殘留雜質(zhì)。鈍化處理是通過(guò)化學(xué)或電化學(xué)方法在鈦板表面形成一層致密的氧化膜,增強(qiáng)其耐腐蝕性。陽(yáng)極氧化是將鈦板作為陽(yáng)極,在特定電解液中通電處理,使表面生成一層較厚且具有多孔結(jié)構(gòu)的氧化膜,該氧化膜不僅能提高耐腐蝕性,還可通過(guò)后續(xù)處理賦予鈦板不同的顏色,用于裝飾領(lǐng)域。涂層處理是在鈦板表面涂覆有機(jī)或無(wú)機(jī)涂層,如陶瓷涂層、氟碳涂層等,以提高其耐磨性、耐高溫性或其他特殊性能,滿(mǎn)足不同工況需求。
熱處理對(duì)鈦板微觀結(jié)構(gòu)與性能的優(yōu)化起著關(guān)鍵作用,傳統(tǒng)熱處理工藝難以實(shí)現(xiàn)對(duì)鈦板性能的精細(xì)調(diào)控。創(chuàng)新的多階段熱處理工藝應(yīng)運(yùn)而生,該工藝根據(jù)鈦板的成分與預(yù)期性能目標(biāo),將熱處理過(guò)程分為多個(gè)階段,每個(gè)階段設(shè)定不同的溫度、保溫時(shí)間與冷卻速率。對(duì)于純鈦板,首先在較高溫度(如850℃-950℃)下進(jìn)行再結(jié)晶退火,使晶粒充分再結(jié)晶,消除加工硬化;隨后快速冷卻至特定溫度區(qū)間(700℃-800℃)并保溫,促進(jìn)晶粒均勻化生長(zhǎng);緩慢冷卻至室溫,穩(wěn)定微觀結(jié)構(gòu)。通過(guò)這種多階段熱處理,可將純鈦板的晶粒尺寸細(xì)化至5-10μm,且分布均勻,顯著提高其強(qiáng)度與韌性。同時(shí),借助熱模擬技術(shù)與有限元分析軟件,能夠?qū)崽幚磉^(guò)程進(jìn)行精確模擬,鈦板微觀結(jié)構(gòu)與性能變化,為優(yōu)化熱處理工藝參數(shù)提供科學(xué)依據(jù),實(shí)現(xiàn)對(duì)鈦板性能的精細(xì)定制,滿(mǎn)足不同應(yīng)用場(chǎng)景對(duì)鈦板性能的多樣化需求。激光設(shè)備光學(xué)元件鍍鈦,提升元件光學(xué)性能與耐用性。

軋制是鈦板成型的重要工序,傳統(tǒng)軋制工藝在面對(duì)高精度、復(fù)雜形狀鈦板需求時(shí),存在加工精度不足、表面質(zhì)量欠佳等問(wèn)題。為突破這些瓶頸,創(chuàng)新的軋制工藝不斷發(fā)展。多道次冷軋工藝通過(guò)精確控制每道次的壓下量與軋制速度,逐步將鈦板軋至目標(biāo)厚度,有效改善了鈦板的板形精度與表面質(zhì)量。例如,在生產(chǎn)超薄電子級(jí)鈦板時(shí),采用20道次以上的冷軋工藝,每道次壓下量控制在5%-8%,配合先進(jìn)的板形檢測(cè)與控制系統(tǒng),可將板形偏差控制在極小范圍內(nèi),表面粗糙度Ra值降低至0.5μm以下,滿(mǎn)足電子設(shè)備對(duì)輕薄、高精度鈦板的嚴(yán)苛要求。此外,柔性軋制技術(shù)的出現(xiàn),使鈦板能夠被加工成復(fù)雜形狀,通過(guò)在軋制過(guò)程中實(shí)時(shí)調(diào)整軋輥的形狀與軋制力,實(shí)現(xiàn)對(duì)鈦板不同部位變形量的精細(xì)控制,為制造具有特殊結(jié)構(gòu)的鈦板產(chǎn)品,如航空發(fā)動(dòng)機(jī)用的異形鈦板葉片,提供了可行的加工手段。餐具表面鍍鈦,不易生銹且更易清潔。成都鈦板貨源源頭廠家
燈具外殼鍍鈦,使其更耐腐蝕,延長(zhǎng)燈具使用壽命。成都鈦板貨源源頭廠家
熱軋將鈦錠加熱至 800-900℃(β 相變點(diǎn)以下),經(jīng)多道次軋制(每道次壓下量 15%-25%)制成厚板(10-50mm);冷軋?jiān)谑覝叵逻M(jìn)行,采用高精度四輥軋機(jī),通過(guò) 10-20 道次軋制(每道次壓下量 5%-15%)將厚板減薄至目標(biāo)厚度(0.1-10mm),超薄鈦板需增加中間退火恢復(fù)塑性。熱處理通過(guò)真空退火(溫度 600-800℃,保溫 2-4 小時(shí))調(diào)控性能:需高韌性則采用高溫長(zhǎng)時(shí)間退火,需度則采用低溫短時(shí)間退火。精整工序包括剪切(滾剪機(jī)裁剪尺寸,精度 ±0.1mm)、矯直(多輥矯直機(jī)調(diào)整平面度)、表面處理(酸洗去除氧化層、拋光提升光潔度)及質(zhì)量檢測(cè)(尺寸測(cè)量、力學(xué)性能測(cè)試、無(wú)損探傷),形成完整的制備閉環(huán)。成都鈦板貨源源頭廠家
- 臺(tái)州哪里有鈦棒生產(chǎn) 2025-10-13
- 臺(tái)州鎢坩堝的市場(chǎng) 2025-10-13
- 海東哪里有鎢螺絲多少錢(qián)一公斤 2025-10-12
- 上饒哪里有鋯板供貨商 2025-10-12
- 山東哪里有鎳板 2025-10-12
- 湖州鉬板的市場(chǎng) 2025-10-12
- 張掖哪里有鉭帶的市場(chǎng) 2025-10-12
- 張掖鎳舟供應(yīng)商 2025-10-12
- 漳州哪里有鈦棒生產(chǎn)廠家 2025-10-12
- 青海鋯板供應(yīng)商 2025-10-12
- 九江增碳劑生產(chǎn)廠家 2025-10-13
- 蘇州國(guó)產(chǎn)精密鋼管應(yīng)用 2025-10-13
- 南通好用的不銹鋼制品推薦貨源 2025-10-13
- 揚(yáng)州不銹鋼彈簧絲廠家 2025-10-13
- 四川高質(zhì)量低反射玻璃商家 2025-10-13
- 遼寧專(zhuān)業(yè)設(shè)計(jì)加工鈦電解槽 2025-10-13
- 固定不銹鋼彈簧絲產(chǎn)品介紹 2025-10-13
- 河北合成石墨烯復(fù)合材料圖片 2025-10-13
- 湛江釹鐵硼磁鐵生產(chǎn)商 2025-10-13
- 徐州好用的機(jī)箱機(jī)柜推薦貨源 2025-10-13