高新區比較好的工裝夾具設備廠家
①夾緊過程中,工件不可以移動。夾緊裝置應保證工件各定位面的定位可靠,不改變工件定位后所占據的正確位置。②應盡量減小工件的夾緊變形。這就要求夾緊力大小要適當,在保證工件加工所需夾緊力大小的同時,不產生加工精度所不允許的變形。③夾緊裝置必須可靠、安全。這就要求夾緊裝置要有足夠的夾緊行程,同時具有可靠的自鎖功能。④夾緊裝置必須實用、經濟。這就要求夾緊裝置的夾緊動作要迅速,操作要方便、省力,同時應便于制造、維修,盡量采用標準化元件。 [3]焊接:確保焊接件的定位和夾緊,提高焊接質量和效率。高新區比較好的工裝夾具設備廠家
6、擴大機床的工藝范圍使用**夾具可以改變原機床的用途和擴大機床的使用范圍,實現一機多能。例如,在車床或搖臂鉆床上安裝鏜模夾具后,就可以對箱體孔系進行鏜削加工;通過**夾具還可將車床改為拉床使用,以充分發揮通用機床的作用。7、減輕工人的勞動強度用夾具裝夾工件方便、快速,當采用氣動、液壓等夾緊裝置時,可減輕工人的勞動強度。 [2]夾具**早出現在18世紀后期。隨著科學技術的不斷進步,夾具已從一種輔助工具發展成為門類齊全的工藝裝備。高新區一體化工裝夾具維保銑床夾具:用于銑床、刨床、平面磨床等機床,夾具固定在工作臺上,作縱向或橫向往復運動或回轉運動。
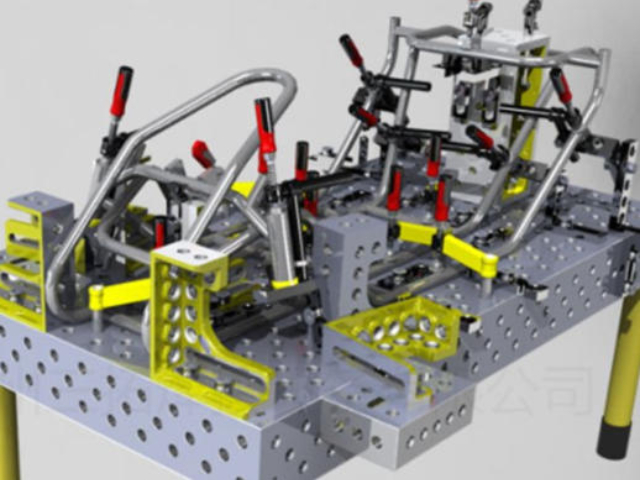
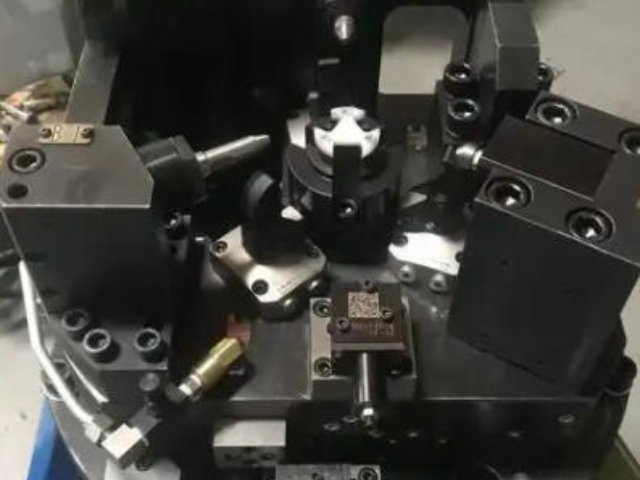
手動夾具:依賴人力操作,常見類型包括螺旋夾具(如弓形螺旋夾)、楔條夾具、杠桿夾具、偏心夾具等,具備夾、壓、頂、撐多功能特性 [2-5]。2.非手動夾具:借助外部動力實現夾緊,主要包括氣動夾具(壓縮空氣驅動)、液壓夾具(液壓油驅動)、磁力夾具(電磁或永磁吸附)等,適用于批量生產場景 [1-5]。裝配夾具的**功能是通過施加夾緊力固定已定位零件,確保裝配過程中不發生位移。其工作原理通常遵循六點定位規則,消除零件六個自由度 [5]。具體操作方式包括:
工件在一次裝夾中,每加工完一個表面之后,通過夾具上可動部分連同工件一起轉過一定的角度或移動一定距離,以改變加工表面的位置,實現上述分度要求的裝置稱為分度裝置。在生產中,經常會遇到一些工件要求加工一組按一定轉角或一定距離均勻分布,而其形狀和尺寸又彼此相同的表面,例如: 鉆一組等分的孔,銑一組等分的槽,或加工多面體等。為了能在工件一次裝夾中完成這類等分表面加工,便要求每當加工好一個表面以后,應使夾具連同工件一起轉過一定角度或移過一定距離。能夠實現上述分度要求的裝置,便稱為分度裝置。按所用機床:可分為車床夾具、銑床夾具、鉆床夾具、鏜床夾具、磨床夾具、齒輪機床夾具等。

(2)點固焊后,松開快撤式螺旋夾緊器件,拔出插銷,取下進行焊接;(3)將焊件再放置于夾具體上,由擋銷、擋板將焊件定位,由螺旋夾緊器夾緊焊件;之后將螺母M6和喇叭支座的組件放置焊件之上并由螺旋夾緊機構上的錐頭銷釘和螺旋夾緊機構的壓板上的開的凹槽來定位由螺旋夾緊機構夾緊;光纖研磨夾具(4)對螺母M6和喇叭支座的組件與撐桿進行三面焊,然后松開所有螺旋夾緊器,夾緊螺母M6和喇叭支座的組件的螺旋夾緊機構的壓板被彈簧彈起,其上的定位錐頭銷釘隨之脫離焊件,然后將壓板推出使一端脫離螺旋夾緊機構螺柱,將壓板旋轉到焊件一邊,之后取出焊件。為了提高夾具的通用性和靈活性,模塊化與組合化將成為夾具設計的重要趨勢。相城區便捷式工裝夾具銷售公司
選型:根據工件的結構特點和加工要求,選擇合適的工裝夾具類型和規格。高新區比較好的工裝夾具設備廠家
工位器具在生產現場管理中,其設計的是否合理、適用,在很大的程度上影響著企業生產現場作業環境以及物流的正常進行。因此,提高工位器具的設計水平,使工位器具在生產過程中應用更加合理、適用是十分必要的,同時也對保證產品質量、消除無效勞動和浪費、提高工作效率及工作質量、便于科學管理、保證安全生產、改善作業環境、促進文明生產都具有一定的積極作用。在總裝廠裝配線的作業現場中,工位器具的作用可概括為以下幾個方面。高新區比較好的工裝夾具設備廠家
蘇州歐尚德精密機械有限公司是一家有著先進的發展理念,先進的管理經驗,在發展過程中不斷完善自己,要求自己,不斷創新,時刻準備著迎接更多挑戰的活力公司,在江蘇省等地區的機械及行業設備中匯聚了大量的人脈以及**,在業界也收獲了很多良好的評價,這些都源自于自身的努力和大家共同進步的結果,這些評價對我們而言是比較好的前進動力,也促使我們在以后的道路上保持奮發圖強、一往無前的進取創新精神,努力把公司發展戰略推向一個新高度,在全體員工共同努力之下,全力拼搏將共同歐尚德供應和您一起攜手走向更好的未來,創造更有價值的產品,我們將以更好的狀態,更認真的態度,更飽滿的精力去創造,去拼搏,去努力,讓我們一起更好更快的成長!
- 江蘇銷售工裝夾具按需定制 2025-10-14
- 昆山比較好的感應式編碼器生產廠家 2025-10-14
- 昆山全自動精密模具報價 2025-10-14
- 常熟銷售感應式編碼器按需定制 2025-10-14
- 虎丘區比較好的工裝夾具市場價 2025-10-14
- 工業園區全自動工裝夾具維保 2025-10-14
- 常熟通用工裝夾具生產廠家 2025-10-14
- 工業園區比較好的精密模具市場價 2025-10-14
- 吳中區銷售工裝夾具市場價 2025-10-14
- 吳中區全自動精密模具銷售公司 2025-10-14
- 虹口區購買直線軸承檢查 2025-10-14
- 河北超聲波強力刀柄推薦 2025-10-14
- 浦東新區購買氣動元件哪個好 2025-10-14
- 山西全自動柔性振動盤 2025-10-14
- 河北精密小型激光切管機加工 2025-10-14
- 舟山穿孔機報價 2025-10-14
- 高新區低溫彈簧加熱圈服務熱線 2025-10-14
- 浙江氣動截止閥品牌 2025-10-14
- 海安LNG燃料變壓吸附制氮廠 2025-10-14
- 重慶鋰電池廠家推薦 2025-10-14