-
301重定向vs302臨時(shí)重定向:關(guān)鍵差異在哪?
-
網(wǎng)站不收錄?10個實(shí)戰(zhàn)SEO方法,快速解決收錄難題
-
為什么公司名稱百度搜不到?5大主要原因及應(yīng)對策略
-
收錄忽高忽低?可能是你踩了搜索引擎的這些紅線
-
鋁管行業(yè)SEO實(shí)戰(zhàn):如何用低成本把產(chǎn)品推上百度首頁
-
收錄不穩(wěn)定愁壞了?這些搜索引擎規(guī)矩你可能沒遵守
-
提升網(wǎng)站排名?站內(nèi)優(yōu)化和站外優(yōu)化都是必答題
-
網(wǎng)站優(yōu)化總不見效?多半是犯了這兩種病
-
不止原創(chuàng)!4大搜索引擎算法下,內(nèi)容質(zhì)量的6個高階標(biāo)題思路
-
從排名前列到被K站:這些SEO做弊行為是罪魁禍?zhǔn)?/p>
吳江區(qū)直銷精密模具設(shè)備廠家
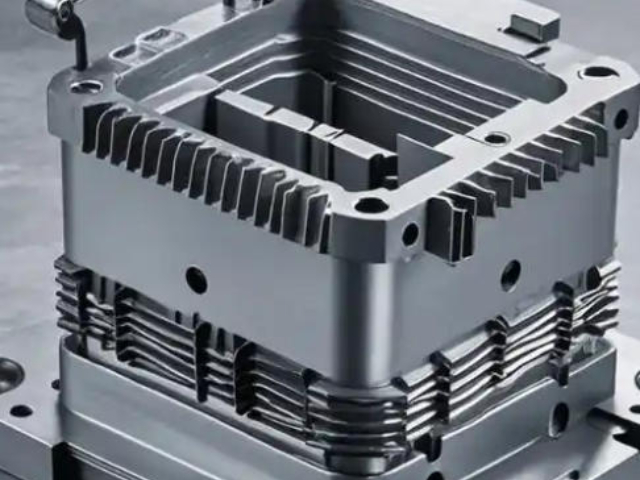
(3)嵌入件組立及分解之考量:嵌入件及其孔穴加工精度要求高以進(jìn)行組立作業(yè)。為得到即使有稍微的尺寸誤差亦能于組立時(shí)加以調(diào)整,宜事先考慮解決對策,嵌入件加工之具體考慮事項(xiàng)有下列五項(xiàng):A.設(shè)有壓入導(dǎo)入部,B.以隔片調(diào)整嵌入件之壓入狀態(tài)及正確位置,C·嵌入件底面設(shè)有壓出用孔穴,D.以螺絲鎖緊時(shí)宜采用同一尺寸之螺絲,以利鎖固及松開,E.為防止組立方向之失誤,應(yīng)設(shè)計(jì)防呆倒角加工。設(shè)計(jì)1. 單元模具對準(zhǔn)單元亦稱為模具刃件之對合引導(dǎo)裝置。為確實(shí)保持上模與下模之對準(zhǔn)及縮短其準(zhǔn)備時(shí)間,依制品精度及生產(chǎn)數(shù)量等條件要求,模具對準(zhǔn)單元主要有下列五種:成形品是由使熔融樹脂流入的主流道,引導(dǎo)熔融樹脂進(jìn)入模腔的分流道及制品所構(gòu)成的。吳江區(qū)直銷精密模具設(shè)備廠家

1)ESI(Earlier Supplier Involvement 供應(yīng)商早期參與):此階段主要是客戶與供應(yīng)商之間進(jìn)行的關(guān)于產(chǎn)品設(shè)計(jì)和模具開發(fā)等方面的技術(shù)探討,主要的目的是為了讓供應(yīng)商清楚地領(lǐng)會到產(chǎn)品設(shè)計(jì)者的設(shè)計(jì)意圖及精度要求,同時(shí)也讓產(chǎn)品設(shè)計(jì)者更好地明白模具生產(chǎn)的能力,產(chǎn)品的工藝性能,從而做出更合理的設(shè)計(jì)。2)報(bào)價(jià)(Quotation):包括模具的價(jià)格、模具的壽命、周轉(zhuǎn)流程、機(jī)器要求噸數(shù)以及模具的交貨期。(更詳細(xì)的報(bào)價(jià)應(yīng)該包括產(chǎn)品尺寸重量、模具尺寸重量等信息。)蘇州購買精密模具有幾種要進(jìn)行精密注塑必須有許多相關(guān)的條件,而本質(zhì)的是塑料材料、注塑模具、注塑工藝和注塑設(shè)備這四項(xiàng)基本因素。

9.壓料板單元壓料板單元之特別重要點(diǎn)是壓料面與凹模面有正確的平行度及緩沖壓力要求平衡。10. 誤送檢測單元以連續(xù)模具沖壓加工時(shí),模具必須設(shè)計(jì)失誤檢出單元以檢出送料節(jié)距之變化量是否超過其基準(zhǔn)而停止沖床之運(yùn)轉(zhuǎn)。失誤檢出單元是裝設(shè)于模具內(nèi)部,依其檢出方法有下列兩種裝設(shè)形式:(A).上模內(nèi)裝設(shè)檢出銷之形式,當(dāng)其偏離料條孔穴時(shí),將與料條相接觸而檢知。(B).下模內(nèi)裝設(shè)檢出銷之形式,當(dāng)料條之一部與檢出銷接觸而檢知。11. 廢料切斷單元連續(xù)沖壓加工時(shí)料條 (廢料) 將陸續(xù)離開模具內(nèi),其處理方式有兩種:(A).利用卷料機(jī)卷取之,(B).利用模具切斷裝置將其細(xì)化。又后者之方式有兩種:(A).利用**廢料切斷機(jī) (設(shè)置于沖壓機(jī)械外部),(B).裝設(shè)于連續(xù)模具***工程之切斷單元。
(2)壓縮成型俗稱壓制成型,是**早成型塑件的方法之一。壓縮成型是將塑料直接加入到具有一定溫度的敞開的模具型腔內(nèi),然后閉合模具,在熱與壓力作用下塑料熔融變成流動狀態(tài)。由于物理及化學(xué)作用,而使塑料硬化成為具有一定形狀和尺寸的常溫保持不變的塑件。壓縮成型主要是用于成型熱固性塑料,如酚醛模塑粉、脲醛與三聚氰胺甲醛模塑粉、玻璃纖維增強(qiáng)酚醛塑料、環(huán)氧樹脂、DAP樹脂、有機(jī)硅樹脂、聚酰亞胺等的模塑料,還可以成型加工不飽和聚酯料團(tuán)(DMC)、片狀模塑料(SMC)、預(yù)制整體模塑料(BMC)等。一般情況下,常常按壓縮膜上、下模的配合結(jié)構(gòu),將壓縮模分為溢料式、不溢料式、半溢料式三類。制品形狀及尺寸塑件的形狀及尺寸。
(5)內(nèi)導(dǎo)引型:此構(gòu)造不使用外導(dǎo)引裝置,內(nèi)導(dǎo)引裝置貫穿沖頭固定板、壓料板及凹模固定板等等,正確地保持各塊板之位置關(guān)系性以保護(hù)沖頭。2. 導(dǎo)柱及導(dǎo)套單元模具之導(dǎo)引方式及配件有導(dǎo)柱及導(dǎo)套單元之種類有兩種:(A).外導(dǎo)引型(模座型或稱主導(dǎo)引),(B).內(nèi)導(dǎo)引型(或稱輔助引)。另行配合精密模具之要求,使用外導(dǎo)引與內(nèi)導(dǎo)引并用型之需求性高。(1)外導(dǎo)引型:一般上使用于不要求高精密度之模具,大多與模座構(gòu)成一單元販賣之,主要作用是模具安裝于沖床時(shí)之刃件對合,幾乎沒有沖壓加工中之動態(tài)精度保持效果。細(xì)微細(xì)節(jié)表現(xiàn):能夠精確控制細(xì)微細(xì)節(jié),如紋理、圖案、文字等,提升產(chǎn)品的美觀度。吳江區(qū)直銷精密模具設(shè)備廠家
經(jīng)過冷卻階段后打開模具,成型機(jī)上的頂出裝置會把頂出桿頂出,將制品推出。吳江區(qū)直銷精密模具設(shè)備廠家
7、收縮量, 在制造吸塑成型模具時(shí)一定要考慮到下列的收縮因素。① 成型制品收縮。如果不能清楚地知道塑料的收縮率,則必須取樣或用相似形狀的模具通過試驗(yàn)來得到。注意:通過這種方法只能得到收縮率,不能得到變形尺寸。② 中間介質(zhì)的不利影響造成的收縮,如陶瓷、硅橡膠等。③ 模具所用材料的收縮,如鑄造鋁時(shí)的收縮。按國家職業(yè)定義,模具設(shè)計(jì)是:從事企業(yè)模具的數(shù)字化設(shè)計(jì),包括型腔模與冷沖模,在傳統(tǒng)模具設(shè)計(jì)的基礎(chǔ)上,充分應(yīng)用數(shù)字化設(shè)計(jì)工具,提高模具設(shè)計(jì)質(zhì)量,縮短模具設(shè)計(jì)周期的人員。吳江區(qū)直銷精密模具設(shè)備廠家
蘇州歐尚德精密機(jī)械有限公司匯集了大量的優(yōu)秀人才,集企業(yè)奇思,創(chuàng)經(jīng)濟(jì)奇跡,一群有夢想有朝氣的團(tuán)隊(duì)不斷在前進(jìn)的道路上開創(chuàng)新天地,繪畫新藍(lán)圖,在江蘇省等地區(qū)的機(jī)械及行業(yè)設(shè)備中始終保持良好的信譽(yù),信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業(yè)的方向,質(zhì)量是企業(yè)的生命,在公司有效方針的領(lǐng)導(dǎo)下,全體上下,團(tuán)結(jié)一致,共同進(jìn)退,**協(xié)力把各方面工作做得更好,努力開創(chuàng)工作的新局面,公司的新高度,未來歐尚德供應(yīng)和您一起奔向更美好的未來,即使現(xiàn)在有一點(diǎn)小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結(jié)經(jīng)驗(yàn),才能繼續(xù)上路,讓我們一起點(diǎn)燃新的希望,放飛新的夢想!
- 江蘇銷售工裝夾具按需定制 2025-10-14
- 昆山比較好的感應(yīng)式編碼器生產(chǎn)廠家 2025-10-14
- 昆山全自動精密模具報(bào)價(jià) 2025-10-14
- 常熟銷售感應(yīng)式編碼器按需定制 2025-10-14
- 昆山直銷感應(yīng)式編碼器報(bào)價(jià) 2025-10-14
- 虎丘區(qū)比較好的工裝夾具市場價(jià) 2025-10-14
- 工業(yè)園區(qū)全自動工裝夾具維保 2025-10-14
- 常熟通用工裝夾具生產(chǎn)廠家 2025-10-14
- 工業(yè)園區(qū)比較好的精密模具市場價(jià) 2025-10-14
- 吳中區(qū)銷售工裝夾具市場價(jià) 2025-10-14
- 虹口區(qū)購買直線軸承檢查 2025-10-14
- 河北超聲波強(qiáng)力刀柄推薦 2025-10-14
- 浦東新區(qū)購買氣動元件哪個好 2025-10-14
- 山西全自動柔性振動盤 2025-10-14
- 河北精密小型激光切管機(jī)加工 2025-10-14
- 舟山穿孔機(jī)報(bào)價(jià) 2025-10-14
- 高新區(qū)低溫彈簧加熱圈服務(wù)熱線 2025-10-14
- 浙江氣動截止閥品牌 2025-10-14
- 海安LNG燃料變壓吸附制氮廠 2025-10-14
- 重慶鋰電池廠家推薦 2025-10-14