河南半自動熱熔焊接機制造商
按加熱方式分類:加熱板式熱熔焊接機通過金屬加熱板(多為鋁合金材質)傳遞熱量,待焊材料與加熱板接觸后熔化,適用于平面或規則形狀構件的焊接。加熱板表面可根據焊接需求加工成特定紋路,增強材料的融合效果。這類設備結構簡單、維護方便,是應用較普遍的熱熔焊接機類型。熱風式熱熔焊接機利用加熱后的壓縮空氣(溫度可達 500℃)吹向待焊材料表面,使材料熔化后加壓連接,適用于曲面或不規則形狀的焊接,如塑料容器的邊角焊接。熱風式設備的加熱均勻性好,可避免材料局部過熱,但能量轉換效率較低(約 30-50%)。紅外熱熔焊接機采用紅外線輻射加熱材料,通過調整紅外線波長與功率,實現對材料表層的定向加熱,適用于對加熱深度有精確要求的場景,如薄膜材料的焊接。紅外加熱無接觸、速度快,且加熱過程清潔無污染,在食品包裝、醫療包裝等領域應用普遍。品質熱熔焊接機供應,就選世旼偉德(無錫)機械制造有限公司,需要可以電話聯系我司哦。河南半自動熱熔焊接機制造商

壓力協同原理:在熱熔焊接過程中,壓力的施加分為預壓力、對接壓力與保壓三個階段,不同階段的壓力作用不同,且需與溫度、時間協同控制。預壓力階段(加熱前),施加較小壓力(通常 0.1-0.2MPa),使工件端面與加熱板緊密接觸,確保熱量均勻傳遞;對接壓力階段(加熱后),施加較大壓力(通常 0.3-1MPa),推動兩個工件的熔融層融合,排出熔融層中的氣泡與雜質,形成致密的接頭;保壓階段(對接后),保持一定壓力(通常為對接壓力的 80%),直至熔融層冷卻固化,防止因材料收縮導致接頭出現縫隙或凹陷。壓力的大小需根據材料的熔融黏度、工件壁厚確定,例如薄壁塑料件(壁厚≤3mm)對接壓力通常為 0.1-0.3MPa,厚壁工業管道(壁厚≥20mm)對接壓力可達 1-3MPa,避免壓力過大導致工件變形或熔融材料過度擠出。江蘇燃氣管道熱熔焊接機推薦需要品質熱熔焊接機供應請選擇世旼偉德(無錫)機械制造有限公司。
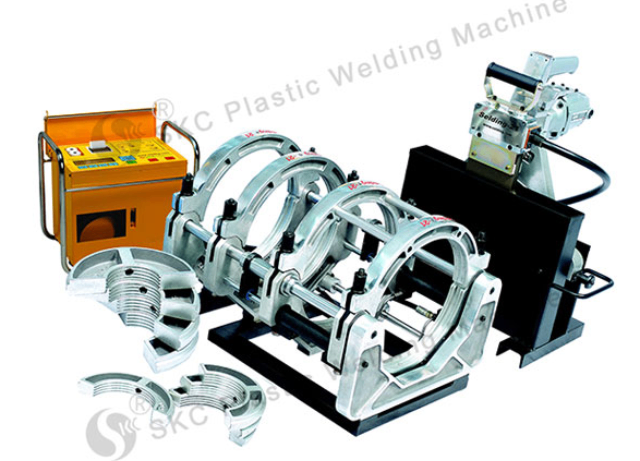
便攜式熱熔焊接機:采用輕量化設計,機身重量通常≤20kg,配備手提式或肩背式結構,部分設備可使用電池供電,適用于野外或現場作業,如市政管道搶修、農業灌溉管道連接。設備多為手動或半自動類型,加熱板功率較小(通常 500-1500W),適配小直徑管道(≤110mm),操作靈活便捷,能適應復雜的現場環境。臺式熱熔焊接機:固定安裝在工作臺面上,結構穩定,配備完善的夾緊與定位裝置,加熱功率較大(1500-5000W),適配中等尺寸工件(如直徑 20-200mm 的管道、尺寸≤500mm×500mm 的板材),常用于工廠車間的批量生產,如塑料制品廠的管道對接、電子元件的塑料外殼焊接。落地式熱熔焊接機:機身龐大,采用落地式框架結構,承重能力強,可配備液壓驅動系統,夾緊力與對接壓力大(夾緊力可達 50kN,對接壓力可達 10MPa),適配大尺寸、厚壁工件,如直徑 200-2000mm 的工業管道、大型塑料儲罐的拼接。設備通常為全自動類型,集成銑削、加熱、對接等多功能,是大型工業管道工程的重心裝備。
準備工作工件安裝:操作人員將待熔接的工件放置在工作臺上,并根據工件的形狀和尺寸選擇合適的定位夾具進行裝夾。確保工件的位置準確無誤,并且各個熔接部位都能夠方便地被熔接頭訪問。參數設置:根據工件的材料、厚度、熔接要求等因素,在控制器的操作界面上設置相應的工藝參數,如加熱溫度、加熱時間、壓力大小、保壓時間、冷卻時間等。這些參數可以通過以往經驗的積累或試驗來確定,以達到比較好的熔接效果。設備自檢:在正式開始熔接之前,設備會自動進行一系列的自檢程序,檢查各個系統是否正常工作。包括電氣系統的電壓、電流檢測,機械系統的限位開關、急停按鈕測試,傳感器的信號檢測等。如果發現任何異常情況,設備會發出報警提示,提醒操作人員進行檢查和維修。需要品質熱熔焊接機供應建議您選擇世旼偉德(無錫)機械制造有限公司!
電子電器行業中的產品種類繁多,對熔接技術的要求也很高。例如,電路板上的元器件引腳需要與線路板進行可靠的連接,這就涉及到微小焊點的熔接。全自動多角度熔接機可以實現高精度的微小型熔接,確保焊點的質量和電氣性能。同時,在一些大型家電產品的外殼制造中,也需要用到熔接技術,如空調室外機的殼體、洗衣機內筒等,全自動多角度熔接機可以根據產品設計的要求,在不同的角度進行熔接,使產品的外觀更加美觀大方。醫療器械行業對產品的質量和安全性要求極高。全自動多角度熔接機在該行業的應用主要體現在醫療器械的制造和組裝過程中。例如,手術器械、醫用導管、植入式醫療設備等,這些產品通常由多種材料制成,且需要在不同的角度進行精細的熔接。全自動多角度熔接機能夠保證熔接部位的無菌、無毒、無刺激,并且具有良好的生物相容性和機械強度,滿足醫療器械行業的嚴格標準。品質熱熔焊接機供應,就選世旼偉德(無錫)機械制造有限公司,需要的話可以電話聯系我司哦。重慶質量熱熔焊接機制造商
品質熱熔焊接機供應選擇世旼偉德(無錫)機械制造有限公司,有需要可以電話聯系我司哦!河南半自動熱熔焊接機制造商
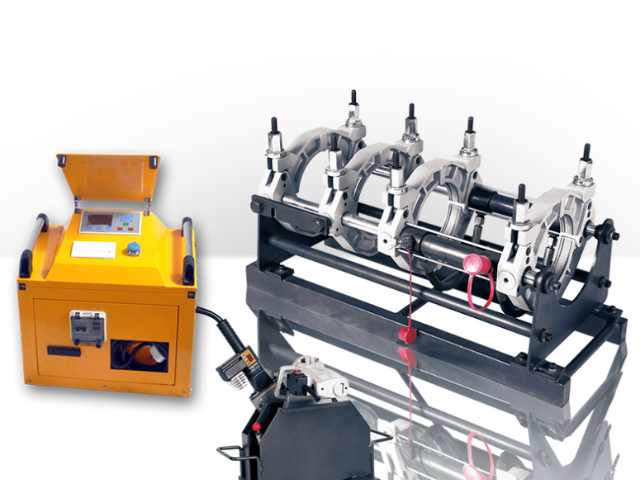
工件準備與參數設置階段:操作人員檢查待焊接管道的外觀(無裂紋、劃傷)與規格(直徑、壁厚符合設計要求),清理管道端面的油污、雜質。隨后在設備觸摸屏上選擇 PE 管道對應的工藝參數,或手動設置:加熱溫度 220℃、加熱時間 35s、預壓力 0.15MPa、對接壓力 0.6MPa、保壓時間 25s、冷卻時間 30s。設備自動檢測參數合理性,若參數超出安全范圍(如加熱溫度>250℃),則發出報警提示,需重新調整。管道夾緊與對齊階段:將兩根 PE 管道分別放入設備的固定夾具與移動夾具中,啟動夾緊按鈕,液壓或機械夾緊系統自動施加夾緊力(通常 5-10kN),將管道牢固固定。隨后設備的對齊系統通過激光位移傳感器檢測管道的同軸度,若同軸度偏差超過 0.2mm,PLC 控制系統驅動移動夾具微調,直至偏差控制在允許范圍內(≤0.1mm)。此階段需確保管道端面垂直于軸線,避免因對齊偏差導致后續加熱不均勻。河南半自動熱熔焊接機制造商
- 陜西燃氣管道多角度熔接機 2025-10-13
- 山西多角度熔接機哪家好 2025-10-13
- 湖北PE管多角度熔接機推薦 2025-10-13
- 山東燃氣管道多角度熔接機焊接設備 2025-10-13
- 河南燃氣管道多角度熔接機行業標準 2025-10-13
- 黑龍江質量多角度熔接機推薦 2025-10-13
- 北京PVDF多角度熔接機價格 2025-10-13
- 海南車間多角度熔接機價格 2025-10-13
- 安徽質量多角度熔接機焊接設備 2025-10-13
- 廣西PE管多角度熔接機價格 2025-10-13
- 銷售真空泵出售修理 2025-10-13
- 南寧高溫模溫機優惠價 2025-10-13
- 吉安PCB測試系統定制價格 2025-10-13
- 興國海爾中央空調安裝哪里好 2025-10-13
- 金山區不銹鋼風管圖片 2025-10-13
- 汕頭定做凹版印刷機非標 2025-10-13
- 江蘇快速卷揚機批發 2025-10-13
- 福建苯酐預處理釜攪拌器哪家好 2025-10-13
- 廣州伺服封箱機報價 2025-10-13
- 梁溪區好的自動拉板廂式壓濾機推薦貨源 2025-10-13